
Support for ABS – with spool – Бяло – Bambu Lab

Характеристика
- Лесно отстраняване на опората
- Превъзходно качество на интерфейса на опората
- Предлага се с високотемпературна макара за многократна употреба
- Диаметър: 1,75 мм +/- 0,05 мм
- 500 гр.
Предупреждения за употреба
- Използва се САМО за поддръжка
- Не е задължително да се суши преди употреба
- Необходими затворени принтери
- Съвместим с AMS
- AMS lite НЕсъвместим
Забележка: Преди да започнете да печатате, моля, запознайте се със съветите за печат за постигане на оптимални резултати.

Лесно отстраняване на съпортите
Специално разработен за ABS, нашият помощен материал прилепва точно към повърхността на ABS, което позволява лесното отстраняване на опората. Това оптимизира работата ви след обработката, като осигурява по-ефективен работен процес.
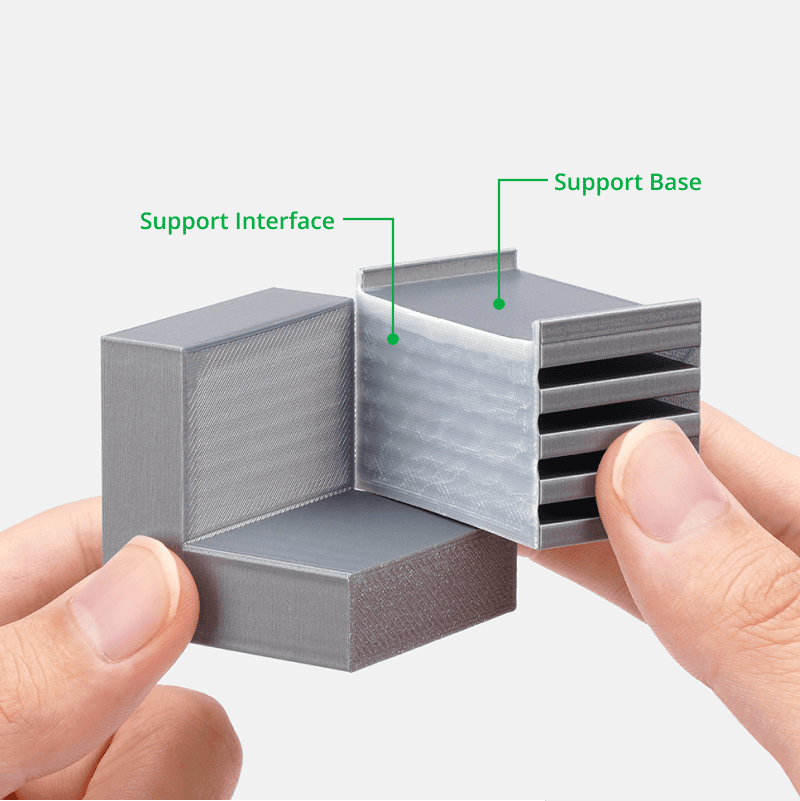
Превъзходно качество на интерфейса за поддръжка
Поддръжката за ABS позволява разстоянието 0 Top Z и разстоянието 0 Top интерфейс при печат, като осигурява опорна повърхност без белези. Това повишава остротата на детайлите, подобрявайки цялостния вид и целостта на крайните ви отпечатъци.



RFID за интелигентен печат
Всички параметри на печата са вградени в RFID, които могат да бъдат прочетени чрез нашата AMS (автоматична система за материали).
Заредете и печатайте! Вече няма досадни стъпки за настройка.

Сравнение на параметрите
Научете повече за сравнението на различните нишки в Ръководството за нишки на Bambu >>
| Support за PLA/PETG | Support за PLA | Support за ABS | Support за PA/PET | PVA | |
| Цвят: | Натурален | Бял и Черен | Бял | Зелен | Прозрачен |
| Тип на дюзата: | Всички размери и материали | Всички размери и материали | Хотенд с дюза от закалена стомана 0.4 мм/ 0.6 мм/ 0.8 мм Хотенд с дюза от неръждаема стомана 0.4 мм |
Хотенд с дюза от закалена стомана 0.4мм / 0.6мм (препоръчителна) / 0.8 мм | Всички размери и материали |
| Температура на дюзата: | 190 – 220 °C | 220 – 230 °C | 240 – 270 °C | 280 – 300 °C | 220 – 250 °C |
| Температура на леглото: | 35 – 60 °C | 35 – 45 °C | 80 – 100 °C | 80 – 100 °C | 35 – 45 °C |
| Скорост на печат: | < 100 мм/с | < 200 мм/с | < 100 мм/с | < 100 мм/с | < 200 мм/с |
| Разтворимост: | Водоразтворим | Водоразтворим | Водоразтворим, Разтворим в лимонова киселина | Водоразтворим | Водоразтворим |
| Изсушаване преди употреба: | По избор | По избор | По избор | Изисква се | Изисква се |
| Суха защита по време на употреба: | По избор | По избор | По избор | Изисква се | Изисква се |
| Съвместимост на филаментите: | PLA, PETG | PLA | ABS | PAHT-CF,PA6-CF,PA6-GF, PET-CF | PLA, PETG |
Съвместимост на аксесоарите
| Препоръчват се : |
Не се препоръчват : | |
| Подложка: |
Гладка PEI подложка , Текстурирана PEI подложка
|
Хладна подложка SuperTack |
| Хотенд: |
Хотенд със закалена стомана 0.4 мм/ 0.6 мм/ 0.8 мм Хотенд с неръждаема стомана 0.4 мм |
Хотенд със закалена стомана 0.2 мм Хотенд с неръждаема стомана 0.2 мм |
| Bambu течно лепило/ лепило стик / EcoFixy лепило | Bambu течно лепило/ лепило стик / EcoFixy лепило | / |
| Препоръчителни настройки при печат : | |
| Настройки за сушене (фурна за шоково сушене): | 55 °C, 8 ч. |
| Отпечатване и поддържане на влажността на контейнера: | < 20% RH (Запечатан, с изсушител) |
| Температура на дюзата: | 240 – 270 °C |
| Температура на леглото (с лепило) | 80 – 100 °C |
| Скорост на печат: | < 100 мм/с |
| Физични свойства : | |
| Плътност: | 1.16 g/cm³ |
| Температура на омекотяване по Vicat: | N / A |
| Температура на отклонение на топлината: | N / A |
| Температура на топене: | 195 °C |
| Индекс на топене: | 11.6 ± 0.7 g/10 мин. |
| Механични свойства: | |
| Сила на опън: | N / A |
| Скорост на удължаване при счупване: | N / A |
| Модул на огъване: | N / A |
| Сила на огъване: | N / A |
| Сила на удара: | N / A |

Съвети за отпечатване
– Поддръжката за ABS е разтворима в лимонен. Моля, обърнете внимание на нормите за употреба и безопасност.


– По време на печатането могат да се отделят остри и неприятни миризми. Уверете се, че принтерът е затворен и поставен на добре проветриво място.
– Когато се изисква здравина на слоя, се препоръчва да увеличите обема на промивката до над 800 mm³. Ако промиването не е цялостно, то може да намали сцеплението на слоя на модела при повърхности, които са в една и съща хоризонтална равнина с опорната повърхност.
– Чрез увеличаване на “скоростта на първоначалния слой” може да се получи по-отлепяща се опора. Това обаче ще увеличи риска от изкривяване.
– Изсушете преди употреба за по-високо качество на печат. Условия за сушене: 80 ℃ за 4 часа в сушилнята за шоково сушене; 85 – 95 ℃ за 6 часа в нагревателя от серия X1. Моля, вижте инструкциите за сушене на нишки в WIKI.
– За повече настройки, свързани с поддръжката, моля, вижте Support (Поддръжка) в WIKI.
Какво има в кутията?













За съжаление, все още няма отзиви за този продукт.