


PolyTerra PLA – Перуника – POLYMAKER
Преглед
PolyTerra™ PLA е нашата най-продавана матова PLA нишка, която е с естествен произход и се предлага в широка гама от цветове.
- Формула Polymaker Matte PLA с гладка матова повърхност
- Оптимизирана за по-лесно отстраняване на съпортите и по-лесно шлифоване в сравнение с обикновения PLA.
- Отлична съвместимост с принтерите с добра течливост, подходяща за висока скорост.
- Технологията Jam-free™ подобрява съвместимостта с изцяло метални нагреватели.
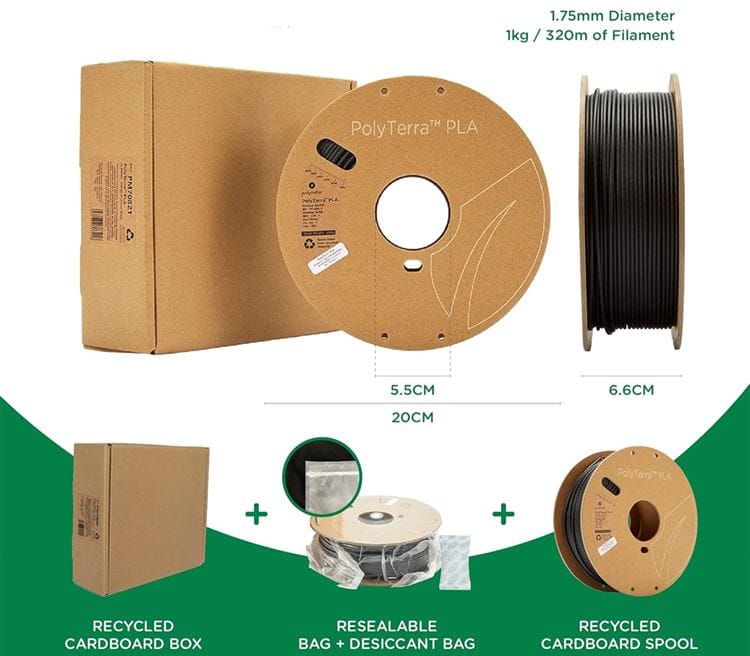
- Постоянен цвят и толеранс (диаметър 1,75 мм +/- 0,03 мм)
- Тази шпула е съвместима в системата A1 / X1 AMS.

PolyTerra™ PLA е 3D печатаща нишка с матова повърхност на базата на PLA с огромна гама от цветове и ефекти, от които можете да избирате. Това е формула с устойчиви източници, разработена така, че да е лесна за печат с големи възможности за свързване и надвесване. Тя може да печата в много широк температурен прозорец и е съвместима с повечето 3D принтери, базирани на екструзия.
Характеристики
- Матирана повърхност и забавни цветове – Отпечатвайте части с красива матирана повърхност и развихрете въображението си със забавната и жизнена цветова гама на PolyTerra™ PLA. PolyTerra™ PLA визуализира моделите с отлично качество на повърхността и се отличава с голяма способност за преливане и премостване.
- Оптимизиран за съпорти- PolyTerra™ PLA е разработен с отлични свойства за отстраняване на съпорти, което позволява на потребителите по-лесно да откъсват съпортите от повърхността на своите модели.
- Лесно шлайфане – PolyTerra™ PLA е по-мек и лесен за шлайфане в сравнение с обикновените PLA филаменти и може лесно да се боядисва.
- Възможност за високоскоростен печат – Polymaker са разработили базовата формула на PolyTerra™ PLA с идеални свойства на течливост, за да осигурят филамент, който е способен на високоскоростен печат (само с подходящ хардуер).
- Формула за биопластичен матов PLA – PolyTerra™ PLA е базиран на новоразработен материал от Polymaker, наречен FBC (Fully Bio Compound). Това е съединение от висококачествен Ingeo PLA, допълнен с естествено срещащи се елементи. Резултатът е нишка PLA с по-малко съдържание на пластмаса, която се усеща по-мека и по-еластична/малко крехка на макарата. Формулата на Polymakers FBC съдържа по-малко PLA пластмаса за разграждане, което подобрява скоростта на разграждане при специфични индустриални условия. Подобно на други PLA, скоростта на разграждане все още е много бавна при температури на околната среда.
- Пластичност (X-Y ) – PolyTerra™ PLA е по-мек от обикновения PLA, като осигурява по-добра пластичност по хоризонталната ос X-Y в сравнение със стандартните формули на PLA. Докато изпитвателна лента от стандартен PLA ще се счупи при огъване, PolyTerra™ PLA ще се стреми към постепенно огъване и счупване по хоризонталната ос.
- Подобрена дуктилност – PolyTerra™ PLA осигурява подобрена дуктилност, която е по-малко крехка (Charpy Impact) по оста X-Y в сравнение със стандартните формули PLA.
- Съвместимост / Jam-Free™ – PolyTerra™ PLA е съвместим с широка гама 3D принтери и е произведен по технологията Polymakers Jam-Free™, която води до отлично качество на печат с нулев риск от задръстване на дюзата, причинено от топлинно пълзене [1]. PolyTerra™ PLA работи добре върху много повърхности за печат с нанесен тънък слой лепило, не се изисква нагряване на леглото, но може да се използва при 40 – 50°C за по-добри резултати (максимум 60°C).
- Безкомпромисно качество – нишката PolyTerra™ PLA е произведена с най-висококачествени съставки, включително Ingeo® от Natureworks; висококачествен PLA материал, произведен от бързо възобновяеми растителни ресурси в САЩ. Комбинирането на иновативните технологии за научноизследователска и развойна дейност на Polymakers, системите за смесване и екструдиране със смолите Ingeo® на Natureworks дава надеждна нишка за 3D принтиране, с която се отпечатват красиви и точни модели.
[1] Топлинното пълзене е процесът на неравномерно разпространение на топлината по целия хотенд, като един често срещан пример е при всички метални конструкции на горещи краища. След като топлината пълзи към студения край, PLA нишката омеква преждевременно в студения край и се разширява, което води до запушване. Технологията Jam-Free™ на Polymakers увеличава топлинната устойчивост на самата нишка (не на отпечатания детайл) до 100˚C, което предотвратява преждевременното омекване на нишката в студения край и все пак може да се разтопи бързо, след като влезе в нагревателната зона.
Препоръчителни настройки при печат
| Температура на дюзата | 190°C – 230°C |
|---|---|
| Температура на нагряващото се легло | 25°C – 60°C*Може да се окаже, че по-ниските температури на леглото (напр. 45°C) работят по-добре с PolyTerra™ PLA в сравнение с по-високите температури. |
| Материал на подложката | Съвместим с най-разпространените повърхности. |
| Третиране на повърхността на подложката | Нанесете тънък слой PVA ,PVP или EcoFixy лепило. |
| Охлаждащ вентилатор | ON |
| Скорост на печат | 30 mm/s – 70 mm/s |
| Ретракция | Идеалните настройки за прибиране се различават при различните принтери. Ако установите, че настройките за прибиране причиняват пропуски в детайла, следните настройки могат да ви помогнат. Директно задвижване: Разстояние на прибиране 0,5 – 1 mm със скорост на прибиране 20 mm/s Bowden: Разстояние на прибиране от 2 – 3 mm със скорост на прибиране 20 – 40 mm/s |
| Препоръчителен материал за съпорт | Единична екструзия:
Самостоятелна поддръжка Двойна екструзия: PolyDissolve™ S1 (разтваря се в чешмяна вода) PolySupport™ (лесно разглобяем поддържащ материал) |
Примерните настройки при печат са въз основа на 0,4-милиметрова дюза. Условията за печат могат да варират при различните принтери и диаметри на дюзите.
За да произведете по-плоски и по-точни по размер детайли, PolyTerra™ PLA може да работи най-добре на вашия принтер при по-ниски температури на леглото (т.е. 45 – 50°C ) в сравнение с по-високи температури (т.е. 55 – 60°C+ ) .
Спецификации на продукта
| Тегло: | 1кг |
|---|---|
| Тип на материала: | Матиран PLA (напълно биосъставен) |
| Плътност: | 1.31 g/cm3 |
| Толеранс на диаметъра: | 99% вероятност +/- 0.03мм 98% вероятност +/- 0.02мм |
Съвместимост
Всички пластмаси са хигроскопични, което означава, че абсорбират влага от въздуха, което може да повлияе на качеството на печат и здравината на отпечатаните части. Колко бързо се случва това поглъщане зависи от материала и околната среда. Влакната Polymakers PolyTerra™ PLA се изсушават и опаковат във вакуумиран плик с изсушител, за да се гарантира най-доброто качество на печат. Когато не се използва, PolyTerra™ PLA трябва да се съхранява далеч от слънчева светлина и да се запечата в опакованата затваряща се торбичка.
Въпреки че филаментите могат да бъдат изсушавани, изсушаването ще ускори процеса на стареене на пластмасата, което ще я направи по-крехка с течение на времето. Предотвратяването на абсорбирането на влага от филамента на първо място е най-доброто решение, за да запазите максималния потенциал на вашия филамент. За дългосрочно съхранение силно препоръчваме да се съхранява в запечатан контейнер със сух изсушител, който намалява относителната влажност до 10-20% RH.
При нас ние управляваме нишките си с PolyDryer™ на Polymakers, който предлага най-доброто в класа си уплътняване, за да предпази филаментите от абсорбиране на влага.
Ако чуете пукащи звуци и забележите, че качеството на повърхността на детайла ви е неравномерно или цветът не е постоянен, това е вероятен индикатор, че филаментът е абсорбирал твърде много влага. Шпулите PolyTerra™ PLA могат да се сушат с Polymaker PolyDryer™, или друга сушилня за филамент, като се използва ниво на мощност 1. Алтернативно, ако разполагате с конвекторна фурна, която е точна при ниски температури, потребителите могат да сушат филамента в предварително загрята конвекторна фурна при 55˚С за период до 6 часа. Резултатите могат да варират в зависимост от точността на вашата фурна, така че, моля, бъдете предпазливи.
Техниески данни
Всички образци за изпитване са отпечатани при следните условия: Температура на дюзата = 200˚C, температура на плочата за изграждане = 60˚C, инфилтрат = 100%, вентилатор за охлаждане = включен
Всички образци са кондиционирани при стайна температура в продължение на 24 часа преди изпитването.
Термални свойства
| Стойност | Метод на тестване |
|
| Стъклен преход | 60.6°C | DSC, 10°C/мин |
| Температура на отклонение на топлината | 0.45 Mpa – 57.8°C 1.8 Mpa – 52°CHDT Curve |
ISO 75 0.45MPa |
| Температура на омекотяване на Vicat | 62.7°C | ISO 306, GB/T 1633 |
Механични свойства
| Стойност | Метод на тестване |
|
| Модол на Юнг (X-Y) |
1882 ± 141 MPa | ISO 527, GB/T 1040 |
| Сила на опън (X-Y) |
20.9 ± 2.0 MPa | ISO 527, GB/T 1040 |
| Сила на огъване (X-Y) |
39.6 ± 1.1 MPa | ISO 178, GB/T 9341 |
| Сила на опън по Шарпи (X-Y) |
5.7 ± 0.4 kJ/m2 | ISO 179, GB/T 9343 |
Типичните стойности, представени в информационния лист на Polymaker, са предназначени само за справка и сравнение. Поради естеството на 3D принтирането те не трябва да се използват за целите на спецификациите за проектиране или контрол на качеството.
Съхранение и сушене
Подобно на други PLA нишки, PolyTerra™ PLA е податлив на абсорбиране на влага от въздуха, което впоследствие може да повлияе на качеството на печат и механичните свойства на крайните отпечатъци.
Въпреки че филаментите могат да се изсушават, изсушаването ще ускори процеса на стареене на пластмасата, което я прави по-крехка с течение на времето. Предотвратяването на абсорбирането на влага от филамента на първо място е най-доброто решение, за да запазите максималния потенциал на вашия филамент. За дългосрочно съхранение силно препоръчваме да се съхранява в запечатан контейнер със сух изсушител, който намалява относителната влажност до 10-20% RH.
При нас ние управляваме филаментите си с Polymakers PolyDryer™, който предлага най-доброто в класа си запечатване, за да предпази филаментите от абсорбиране на влага
Ако чуете пукащи звуци и забележите, че качеството на повърхността на отпечатъка ви е неравномерно или цветът не е постоянен, това е вероятен индикатор, че филаментът е абсорбирал твърде много влага. Шпулите PolyTerra™ PLA могат да се сушат с Polymaker PolyDryer™ или друга сушилня за филамент, като се използва ниво на мощност 1. Алтернативно, ако разполагате с конвекторна фурна, която е точна при ниски температури, потребителите могат да сушат филамента в предварително загрята конвекторна фурна при 55˚С за период до 6 часа. Резултатите могат да варират в зависимост от точността на вашата фурна, така че, моля, бъдете предпазливи.
Често задавани въпроси
Въпрос: Технологията Jam-Free™ предотвратява ли всяко запушване на дюзата от филамента?
Отговор: Технологията Jam-Free™ е разработена така, че да предотвратява задръстването, причинено от топлинно пълзене. Има много причини, поради които даден материал може да се задръсти, като например печат при неправилна температура на екструдера или неправилна височина на дюзата; технологията Jam-Free™ на Polymaker няма да предотврати запушването в тези случаи.
Въпрос: Безопасен ли е PolyTerra™️ PLA за храна?
Отговор: PolyTerra™️ PLA на Polymaker е в съответствие с директивите RoHS 2011/65/ЕС и (ЕС) 2015/863 и регламента REACH, което означава, че не съдържа токсични или вредни вещества от списъка. Въпреки това, поради естеството на FDM 3D принтирането, отпечатаните PolyTerra™️ PLA части може да имат микропукнатини и дупки, които са невидими с просто око, въпреки че отпечатъците изглеждат гладки. В тези микропукнатини и дупчици са склонни да се развиват бактерии и затова не препоръчваме да използвате 3D отпечатаните части в приложения, които са в контакт с храни.
Въпрос: Колко време е необходимо, за да се разгради PolyTerra™️ PLA?
Отговор: PolyTerra™️ PLA се разгражда при специфичните условия на индустриалното компостиране, а именно при определена температура и влажност с наличието на микроорганизми. Скоростта на разграждане зависи от размера и дебелината на отпечатаната част. Polymaker проведе тест за компостируемост, сертифициран по ISO 14855-1, с лаборатория на трета страна, който показа, че PolyTerra™️ PLA се разгражда по-бързо от сравним PLA материал. Тестът е извършен чрез поставяне на малки гранули от PolyTerra™️ PLA в 2-4-месечен растителен компост (включващ голямо разнообразие от микроорганизми) и загряване на системата до 60˚C. По време на този процес PolyTerra™️ PLA ще започне да се разгражда на въглероден диоксид, вода и минерални соли, като горепосочените елементи се наблюдават, за да се изчисли масата на разградения PolyTerra™️ PLA. След 45 дни 93,6 % от PolyTerra™️ PLA се разгражда, а според изчисленията на Polymakers пълното разграждане на PolyTerra™️ PLA може да отнеме по-малко от 100 дни. Polymaker проведе абсолютно същия тест с техния PolyLite™️ PLA, който е чист обикновен PLA, и след 45 дни 79,9 % от него се разгради. Което означава, че PolyTerra™️ PLA се разгражда до 15% по-бързо от обикновения PLA.
Въпрос: Какви помощни материали мога да използвам с този продукт?
Отговор: PolyTerra™ PLA е разработен с отлични свойства за отстраняване на съпорти, което позволява на потребителите по-лесно да откъсват опори или салове, отпечатани в PolyTerra™ PLA. PolyDissolve™ S1 или PolySupport™ на Polymaker са препоръчителните поддържащи нишки за PolyTerra™ PLA, ако машината ви може да печата с няколко материала. Ако вашият 3D принтер не е оборудван за работа с много материали, може да се използва самоподдръжка.
Въпрос: Трябва ли да пренавивам тази нишка, ако искам да я използвам с друга шпула?
Отговор: Силно ви съветваме да не манипулирате продукта чрез пренавиване.Всички нишки Polymaker се навиват с напрежение, но без да се напрягат. Пренавиването напълно пренарежда кривината на намотката и това напрежение с течение на времето може да доведе до катастрофално скъсване на повечето пластмаси. Ако по някаква причина вашият принтер е блокиран за монтиране на шпули с по-малък от стандартния размер, може да има безопасни адаптери за отпечатване или решения за външен монтаж.
Апликации

Със своята изгодна цена и широка цветова гама PolyTerra™ PLA бързо се превърна в един от най-продаваните ни PLA филаменти, особено сред любителите и преподавателите, които обичат да печатат от PLA, но търсят по-устойчив филамент.
Предлагайки нов тип PLA филамент, PolyTerra™ PLA е популярен избор за печат с матов PLA:
- Дреболии и фигурки.
- Домашни потреби и органайзери за бюро.
- Нестандартни модни аксесоари.
- Реплики на реквизити и експонати.
- Нискобюджетни елементи за косплей.
- Средни и големи настолни сгради и декори.
- Различни модели, от които обикновено е трудно да се премахне опората. (Не са идеални за особено тънки или деликатни елементи, които могат да се счупят при премахването на опората)
- Архитектурни модели и образователни модели.
PolyTerra™ PLA също така се възприема извън образователния и потребителския пазар като по-устойчива алтернатива за различни приложения за концепции, дизайн и прототипи. Тъй като ставаме все по-осъзнати и внимателни към собствените си потребителски навици, много малки предприятия търсят начини да станат по-етични и да подобрят устойчивостта на своите продукти. Въпреки че крайният 3D принтиран продукт неизбежно е пластмаса, PolyTerra™ PLA намалява потреблението на пластмаса с формулата Polymakers FBC, картонена шпула и стъпка напред към устойчиви опаковки.
В сравнение с обикновените PLA материали PolyTerra™ PLA е по-мек, по-малко крехък и по-еластичен по оста X-Y. Дуктилността описва начина, по който даден материал се чупи, ако огънете нишката в ръцете си, е по-вероятно дуктилният материал да се огъне постепенно в сравнение с крехкия материал, който внезапно ще се счупи. Въпреки че PolyTerra™ PLA не е замислен като материал с висока якост, неговата пластичност може да предложи предимства за доста приложения за крайна употреба.
В сравнение с PLA и PLA+ материали като PolyLite™ PLA и PolyLite™ PLA Pro; PolyTerra™ PLA показва по-добри свойства за отстраняване на съпорти, което позволява на потребителите по-лесно да откъсват съпортите от повърхността на детайлите си. В комбинация с голямата съвместимост с шлайфане и боядисване, PolyTerra™ PLA се превърна в популярен избор за отпечатване на сравнително мащабни настолни модели и косплей фигури. Това лесно откъсване на опорите корелира с по-ниска междуслойна здравина по оста z, така че може да се изисква допълнително внимание при работа с тънки или деликатни елементи, които са отпечатани вертикално. Ако устойчивостта на формулата на Polymakers FBC и здравината са по-важни от премахването на опорите, препоръчваме да разгледате PolyTerra PLA+, който е оптимизирана по отношение на здравината версия на формулата на Polymakers FBC, с приоритет на залепването на слоя пред премахването на съпортите.
За приложения, които изискват PLA с особено високи механични свойства, препоръчваме да се сравнят PolyLite™ PLA (PLA), PolyLite™ PLA Pro (PLA+), които предлагат по-висока якост на опън, твърдост и междуслойно сцепление от PolyTerra™ PLA или PolyTerra™ PLA+. Ако е наличен принтер за много материали, процесът на отстраняване на опората, сравним с този на PolyTerra™ PLA, може да се постигне чрез отпечатване на тези материали PolyLite™ PLA и PLA Pro със специален опорен материал, като PolySupport™, който е проектиран така, че да се отстранява лесно от модела с ръка.











За съжаление, все още няма отзиви за този продукт.