







Panchroma™ Matte PLA (старо наименование PolyTerra™ PLA)

Характеристики
- Матирана повърхност и забавни цветове – Отпечатвайте части с красива матирана повърхност и развихрете въображението си със забавната и жизнена цветова гама на Panchroma™ PLA. Panchroma™ PLA визуализира моделите с отлично качество на повърхността и се отличава с голяма способност за преливане и премостване.
- Оптимизиран за опори – Panchroma™ PLA е разработен с отлични свойства за отстраняване на опори, което позволява на потребителите по-лесно да откъсват опори или салове от повърхността на своите отпечатъци.
- Лесно шлайфане – Panchroma™ PLA е по-мек и лесен за шлайфане в сравнение с обикновените PLA нишки и може лесно да се боядисва.
- Възможност за високоскоростен печат – Polymaker са разработили базовата формула на Panchroma™ PLA с идеални свойства на течливост, за да осигурят филамент, който е способен на високоскоростен печат (само с подходящ хардуер).
- Формула за биопластичен матов PLA – Panchroma™ PLA е базиран на новоразработен материал от Polymaker, наречен FBC (Fully Bio Compound). Това е съединение от висококачествен Ingeo PLA, допълнен с естествено срещащи се елементи. Резултатът е нишка PLA с по-малко съдържание на пластмаса, която се усеща по-мека и по-еластична/малко крехка на макарата. Формулата на Polymakers FBC съдържа по-малко PLA пластмаса за разграждане, което подобрява скоростта на разграждане при специфични индустриални условия. Подобно на други PLA, скоростта на разграждане все още е много бавна при температури на околната среда.
- Пластичност (X-Y ) – Panchroma™ PLA е по-мек от обикновения PLA, като осигурява по-добра пластичност по хоризонталната ос X-Y в сравнение със стандартните формули на PLA. Докато изпитвателна лента от стандартен PLA ще се счупи при огъване, Panchroma™ PLA ще се стреми към постепенно огъване и счупване по хоризонталната ос.
- Подобрена дуктилност – Panchroma™ PLA осигурява подобрена дуктилност, която е по-малко крехка (Charpy Impact) в оста X-Y в сравнение със стандартните формули PLA.
- Съвместимост / Jam-Free™ – Panchroma™ PLA е съвместим с широка гама 3D принтери и е произведен по технологията Polymakers Jam-Free™, която води до отлично качество на печат с нулев риск от задръстване на дюзата, причинено от топлинно пълзене [1]. Panchroma™ PLA работи добре върху много повърхности за печат с нанесен тънък слой лепило, не се изисква нагряване на леглото, но може да се използва при 40 – 50°C за по-добри резултати (максимум 60°C).
- Безкомпромисно качество – нишката Panchroma™ PLA е произведена с най-висококачествени съставки, включително Ingeo® от Natureworks; висококачествен PLA материал, произведен от бързо възобновяеми растителни ресурси в САЩ. Комбинирането на иновативните технологии за научноизследователска и развойна дейност на Polymakers, системите за смесване и екструдиране със смолите Ingeo® на Natureworks дава надеждна филаментна нишка за 3D принтиране, с която се отпечатват красиви и точни модели.
[1] Топлинното пълзене е процесът на неравномерно разпространение на топлината по целия горещ край, като един често срещан пример е при всички метални конструкции на горещи краища. След като топлината пълзи към студения край, PLA нишката омеква преждевременно в студения край и се разширява, което води до задръстване. Технологията Jam-Free™ на Polymakers увеличава топлинната устойчивост на самата нишка (не на отпечатания детайл) до 100˚C, което предотвратява преждевременното омекване на нишката в студения край и все пак може да се разтопи бързо, след като влезе в нагревателната зона.
Настройки за отпечатване
Температура на дюзата 190°C – 230°C
Температура на плочата за изграждане 25°C – 60°C*
*Може да откриете, че по-ниските температури на леглото (напр. 45°C) работят по-добре с Panchroma™ PLA в сравнение с по-високите температури.
Материал на повърхността за изграждане – Съвместим с най-разпространените повърхности за изграждане.
Обработка на повърхността за изграждане- Нанесете тънък слой PVA или PVP лепило.
Охлаждащ вентилатор – На
Скорост на печатане- 30 mm/s – 70 mm/s
Прибиране- Идеалните настройки за прибиране варират в зависимост от принтера. Ако установите, че настройките за прибиране причиняват пропуски в детайла ви, следните настройки могат да помогнат.
Директно задвижване: Разстояние на прибиране от 0,5 – 1 mm със скорост на прибиране 20 mm/s
Bowden: Разстояние на прибиране от 2 – 3 mm със скорост на прибиране 20 – 40 mm/s
Препоръчителен носещ материал- Единствена екструзия:
Самостоятелна поддръжка
Двойна екструзия:
PolyDissolve™ S1 (разтваря се в чешмяна вода)
PolySupport™ (лесно разглобяем поддържащ материал)
Въз основа на 0,4-милиметрова дюза. Условията за печат могат да варират при различните принтери и диаметри на дюзите.
За да произведете по-плоски и по-точни по размер детайли, Panchroma™ PLA може да работи най-добре на вашия принтер при по-ниски температури на леглото (т.е. 45 – 50°C ) в сравнение с по-високи температури (т.е. 55 – 60°C+ ) .
Спецификация
Нетно тегло- 1 kg
Тип материал- Матов PLA (напълно биосъставен)
Плътност- 1,31 g/cm3
Толеранс на диаметъра 99% вероятност +/- 0,03 мм
98% вероятност +/- 0,02 мм
Технически данни
Всички тестови образци са отпечатани при следните условия: Температура на дюзата = 200˚C, температура на плочата за изграждане = 60˚C, инфилтрат = 100%, охлаждащ вентилатор = включен
Всички образци бяха кондиционирани при стайна температура в продължение на 24 часа преди тестването.
ТЕРМИЧНИ СВОЙСТВА
Стойност Метод на изпитване
Стъклен преход60,6°C DSC, 10°C/min
Температура на топлинно отклонение
0,45 Mpa – 57,8°C
1,8 Mpa – 52°C
Крива на HDT
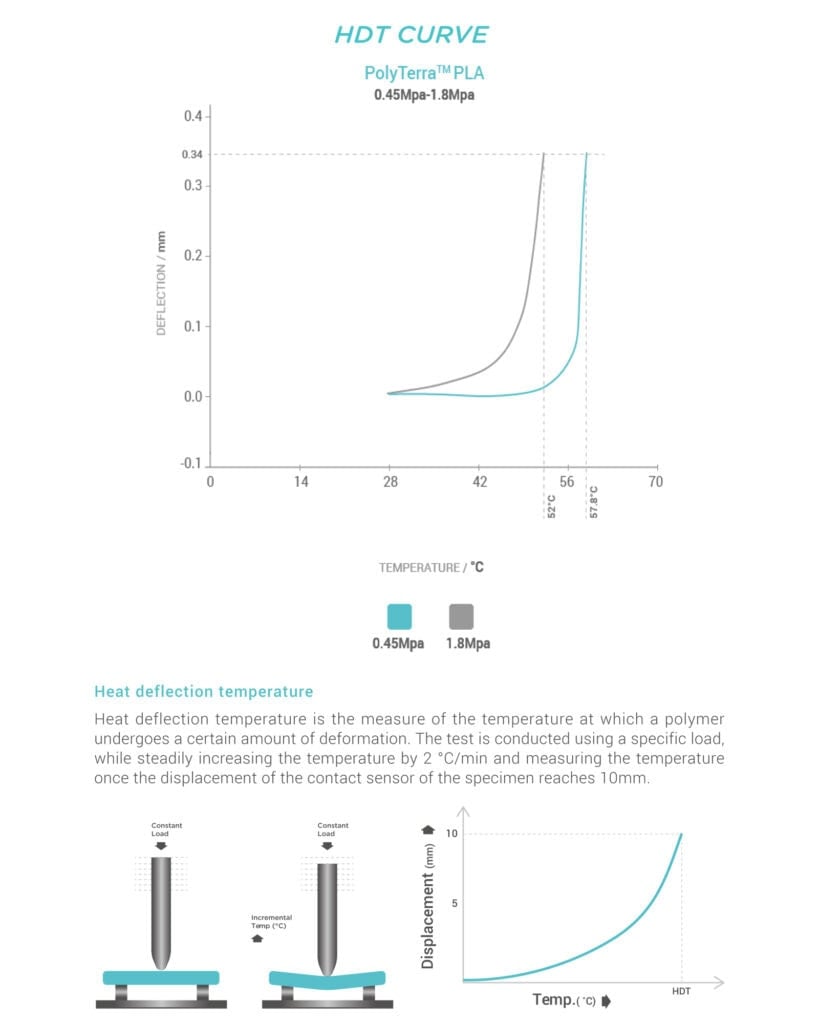
ISO 75 0,45 МРа
Температура на омекване по Викат62,7°C ISO 306, GB/T 1633
МЕХАНИЧНИ СВОЙСТВА
Стойност Метод на изпитване
Модул на Юнгс
(X-Y)1882 ± 141 MPa ISO 527, GB/T 1040
Якост на опън
(X-Y)20,9 ± 2,0 MPa ISO 527, GB/T 1040
Якост на огъване
(X-Y) 39,6 ± 1,1 MPa ISO 178, GB/T 9341
Ударна якост по Шарпи
(X-Y)5,7 ± 0,4 kJ/m2 ISO 179, GB/T 9343
Разполагаме с пълни MDS и листове с технически данни за Panchroma™ PLA и всички други продукти на Polymaker. Свържете се с нас, за да попитате!
Типичните стойности, представени в информационния лист на Polymaker, са предназначени само за справка и сравнение. Поради естеството на 3D принтирането те не трябва да се използват за целите на спецификациите за проектиране или контрол на качеството.
СЪХРАНЕНИЕ И СУШЕНЕ
Подобно на други PLA нишки, Panchroma™ PLA е податлив на абсорбиране на влага от въздуха, което впоследствие може да повлияе на качеството на печат и механичните свойства на крайните отпечатъци.
Въпреки че филаментите могат да бъдат изсушавани, сушенето ще ускори процеса на стареене на пластмасата, което я прави по-крехка с течение на времето. Предотвратяването на абсорбирането на влага от филамента на първо място е най-доброто решение, за да запазите максималния потенциал на вашия филамент. За дългосрочно съхранение силно препоръчваме да се съхранява в запечатан контейнер със сух изсушител, който намалява относителната влажност до 10-20% RH.
Ако чуете пукащи звуци и забележите, че качеството на повърхността на отпечатъка ви е неравномерно или цветът не е постоянен, това е вероятен индикатор, че филаментът е абсорбирал твърде много влага. Шпулите Panchroma™ PLA могат да се сушат със сушилка за филамент на Polymaker или която марка е удобна за Вас, като се използва ниво на мощност 1. Алтернативно, ако разполагате с конвекторна фурна, която е точна при ниски температури, потребителите могат да сушат филамента в предварително загрята конвекторна фурна при 55˚С за период до 6 часа. Резултатите могат да варират в зависимост от точността на вашата фурна, така че, моля, бъдете предпазливи.
ЧЕСТО ЗАДАВАНИ ВЪПРОСИ
Въпрос: Технологията Jam-Free™ предотвратява ли всички задръствания на нишките?
О: Технологията Jam-Free™ е създадена, за да предотврати задръстването, причинено от топлинно пълзене. Има много причини, поради които даден материал може да се задръсти, като например печат при неправилна температура на екструдера или неправилна височина на дюзата; технологията Jam-Free™ на Polymaker няма да предотврати задръстването в тези случаи.
В: Безопасен ли е Panchroma™️ PLA за храна?
О: Panchroma™️ PLA на Polymaker е в съответствие с директивите RoHS 2011/65/ЕС и (ЕС) 2015/863 и регламента REACH, което означава, че не съдържа токсични или вредни вещества от списъка. Въпреки това, поради естеството на FDM 3D принтирането, отпечатаните Panchroma™️ PLA части може да имат микропукнатини и дупки, които са невидими с просто око, въпреки че отпечатъците изглеждат гладки. В тези микропукнатини и дупчици са склонни да се развиват бактерии и затова не препоръчваме да използвате 3D отпечатаните части в приложения, които са в контакт с храни.
В: Колко време е необходимо, за да се разгради Panchroma™️ PLA?
О: Panchroma™️ PLA се разгражда при специфичните условия на индустриалното компостиране, а именно при определена температура и влажност с наличието на микроорганизми. Скоростта на разграждане зависи от размера и дебелината на отпечатаната част. Polymaker проведе тест за компостируемост, сертифициран по ISO 14855-1, с лаборатория на трета страна, който показа, че Panchroma™️ PLA се разгражда по-бързо от сравним PLA материал. Тестът е извършен чрез поставяне на малки гранули от Panchroma™️ PLA в 2-4-месечен растителен компост (включващ голямо разнообразие от микроорганизми) и загряване на системата до 60˚C. По време на този процес Panchroma™️ PLA ще започне да се разгражда на въглероден диоксид, вода и минерални соли, като горепосочените елементи се наблюдават, за да се изчисли масата на разградения Panchroma™️ PLA. След 45 дни 93,6 % от Panchroma™️ PLA се разгражда, а според изчисленията на Polymakers пълното разграждане на Panchroma™️ PLA може да отнеме по-малко от 100 дни. Polymaker проведе абсолютно същия тест с техния PolyLite™️ PLA, който е чист обикновен PLA, и след 45 дни 79,9 % от него се разгради. Което означава, че Panchroma™️ PLA се разгражда до 15% по-бързо от обикновения PLA.
В: Какви помощни материали мога да използвам с този продукт?
О: Panchroma™ PLA е разработен с отлични свойства за отстраняване на опори, което позволява на потребителите по-лесно да откъсват опори или салове, отпечатани в Panchroma™ PLA. PolyDissolve™ S1 или PolySupport™ на Polymaker са препоръчителните поддържащи нишки за Panchroma™ PLA, ако машината ви може да печата от няколко материала. Ако вашият 3D принтер не е оборудван за работа с много материали, може да се използва самоподдръжка.
Въпрос: Трябва ли да пренавивам тази нишка, ако искам да я използвам с друга шпула?
О: Силно ви съветваме да не манипулирате продукта чрез пренавиване. Всички нишки Polymaker се навиват с напрежение, но без да се напрягат. Пренавиването напълно пренарежда кривината на намотката и това напрежение с течение на времето може да доведе до катастрофално скъсване на повечето пластмаси. Ако по някаква причина вашият принтер е блокиран за монтиране на шпули с по-малък от стандартния размер, може да има безопасни адаптери за отпечатване или решения за външен монтаж.
Не знаете откъде да започнете? Или коя нишка ще е подходяща за вашето приложение? Свържете се с нас още днес!
Нишки:
Диаметър 1,75 мм
Тегло на шпулата 1 kg










За съжаление, все още няма отзиви за този продукт.